
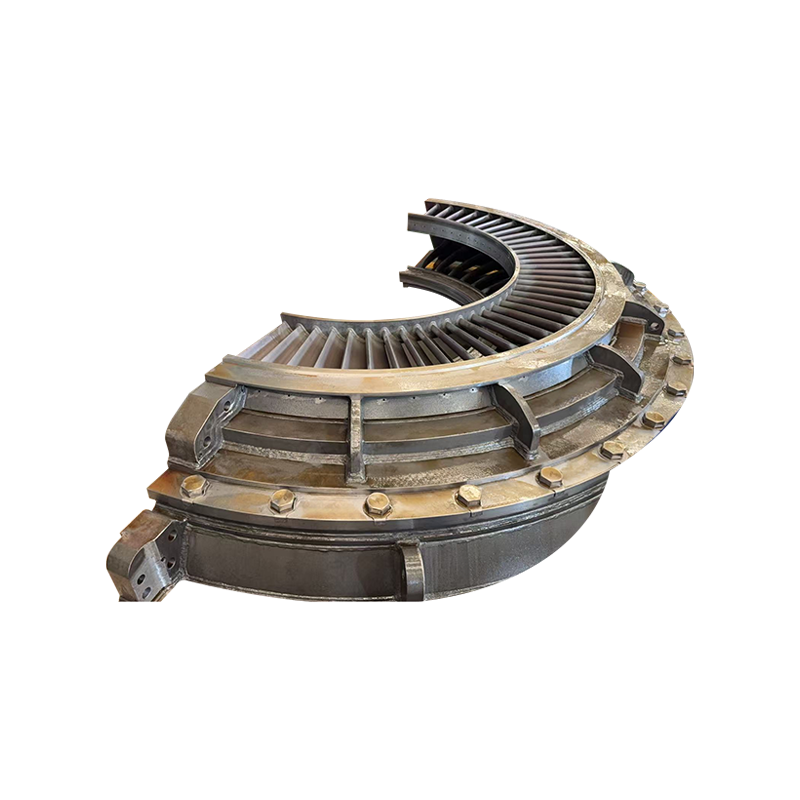
توربین های بخار جزء حیاتی در تولید برق و فرآیندهای صنعتی هستند. عملکرد، کارایی و قابلیت اطمینان یک توربین بخار به دقت و دوام اجزای آن بستگی دارد. در این میان، قطعات ساختاری فولاد کربن دیافراگم توربین بخار اهمیت ویژه ای دارد. این اجزا شامل حلقه های داخلی و خارجی و پره های ثابتی است که بخار را از داخل توربین هدایت می کند. از آنجایی که آنها تحت دماهای بالا، فشارهای بالا و استرس مکانیکی شدید کار می کنند، اطمینان از کیفیت آنها در طول تولید ضروری است.
کنترل کیفیت در تولید دیافراگم های توربین فولاد کربنی شامل مجموعه ای از اقدامات انتخاب مواد، فرآیندهای ساخت، دقت ابعاد، خواص مکانیکی و بازرسی نهایی است. هدف تولید قطعاتی است که الزامات عملکرد و ایمنی دقیق را برآورده کند و در عین حال خطر خرابی در حین کار را به حداقل برساند.
1. انتخاب مواد و تایید
اولین قدم در کنترل کیفیت، انتخاب فولاد کربنی مناسب برای اجزای دیافراگم است. این ماده باید دارای استحکام، استحکام و مقاومت در برابر دماهای بالا و خوردگی باشد. تامین کنندگان به دقت ارزیابی می شوند و گواهینامه های مواد برای اطمینان از انطباق با استانداردهای صنعت تایید می شوند. تجزیه و تحلیل ترکیب شیمیایی برای تأیید اینکه فولاد با مشخصات مورد نیاز مطابقت دارد انجام می شود. این شامل آزمایش برای محتوای کربن، عناصر آلیاژی و ناخالصی هایی است که می توانند بر خواص مکانیکی تأثیر بگذارند.
2. بازرسی مواد ورودی
پس از دریافت فولاد کربن خام، بازرسی های کامل قبل از ورود مواد به تولید انجام می شود. بازرسی های بصری عیوب سطحی مانند ترک ها، آخال ها یا خوردگی را بررسی می کنند. روشهای تست غیر مخرب، مانند تست اولتراسونیک یا بازرسی ذرات مغناطیسی، برای تشخیص عیوب داخلی که میتوانند یکپارچگی اجزای دیافراگم را به خطر بیندازند، استفاده میشوند. فقط موادی که این بازرسی ها را پشت سر بگذارند به مرحله ساخت می روند.
3. کنترل عملیات حرارتی
عملیات حرارتی فرآیندی حیاتی در افزایش خواص مکانیکی دیافراگمهای فولاد کربنی است. برای دستیابی به سختی، چقرمگی و پایداری ابعادی از فرآیندهایی مانند بازپخت، نرمال کردن، کوئنچ و تمپرینگ استفاده می شود. اقدامات کنترل کیفیت شامل کنترل دقیق دمای کوره، مدت زمان گرمایش و نرخ سرمایش است. از ترموکوپل ها و سنسورهای دما برای نظارت بر فرآیند استفاده می شود و از عملیات حرارتی یکنواخت در سراسر قطعه اطمینان حاصل می شود. بازرسی های پس از درمان تأیید می کند که خواص مکانیکی مورد نظر به دست آمده است.
4. دقت ماشینکاری و بازرسی ابعادی
دیافراگم های توربین بخار برای اطمینان از تناسب و عملکرد مناسب به ابعاد بسیار دقیق نیاز دارند. فرآیندهای ماشینکاری، از جمله تراشکاری، آسیاب و سنگ زنی به دقت نظارت می شوند. دستگاه های CNC معمولاً برای دستیابی به تلرانس های محکم و نتایج ثابت استفاده می شوند. اقدامات کنترل کیفیت شامل بازرسی های ابعادی در فرآیند با استفاده از دستگاه های اندازه گیری مختصات، میکرومترها و کولیس ها است. این بررسی ها اطمینان حاصل می کند که حلقه های داخلی و خارجی و همچنین تیغه های ثابت با مشخصات طراحی مطابقت دارند. هر گونه انحراف بلافاصله اصلاح می شود تا از انتشار عیوب در فرآیند تولید جلوگیری شود.
5. نمایه تیغه و بازرسی کیفیت سطح
تیغه های ثابت یک دیافراگم توربین برای هدایت جریان بخار به طور موثر حیاتی هستند. پروفیل های تیغه باید دقیقاً با مشخصات طراحی مطابقت داشته باشند تا تبدیل انرژی را بهینه کرده و تلاطم را به حداقل برسانند. کیفیت سطح نیز برای جلوگیری از فرسایش و کاهش اصطکاک مهم است. بازرسی تیغه شامل ابزارهای اندازه گیری با دقت بالا و فن آوری های اسکن نوری برای تأیید هندسه و پرداخت سطح است. بازرسیهای بصری عیوب سطحی مانند خراش یا سوراخها را شناسایی میکنند که میتوانند بر عملکرد تأثیر بگذارند.
6. جوشکاری و کنترل مونتاژ
در برخی از طرح های دیافراگمی، جوشکاری برای اتصال تیغه های ثابت به حلقه های داخلی و خارجی مورد نیاز است. کنترل کیفیت در جوشکاری شامل آماده سازی مناسب سطوح اتصال، انتخاب مواد جوشکاری مناسب و کنترل دقیق پارامترهای جوش می باشد. آزمایش های غیر مخرب مانند بازرسی رادیوگرافی یا آزمایش اولتراسونیک برای تشخیص عیوب داخلی از جمله تخلخل، ترک یا همجوشی ناقص انجام می شود. بازرسی مونتاژ اطمینان حاصل می کند که تیغه ها به درستی تراز و محکم شده اند و یکپارچگی ساختاری دیافراگم را حفظ می کنند.
7. تست غیر مخرب قطعات
فراتر از بازرسی جوش، تست غیر مخرب برای اطمینان از قابلیت اطمینان در کل دیافراگم اعمال می شود. معمولاً از آزمایش اولتراسونیک، رادیوگرافی، بازرسی ذرات مغناطیسی و آزمایش نفوذ رنگ استفاده می شود. این روشها عیوب داخلی، ترکهای سطحی و سایر نواقصی را که میتوانند عملکرد را به خطر بیندازند، شناسایی میکنند. آزمایش های غیر مخرب به ویژه برای قطعاتی که تحت تنش زیاد کار می کنند مهم است، زیرا حتی نقص های جزئی می تواند منجر به خرابی فاجعه بار در طول کارکرد توربین شود.
8. تست خواص مکانیکی
آزمایش خواص مکانیکی برای تأیید اینکه دیافراگم های فولاد کربنی می توانند تنش های عملیاتی را تحمل کنند ضروری است. تست هایی مانند تست کشش، تست سختی و تست ضربه بر روی مواد و اجزای نمونه انجام می شود. این تستها استحکام، چقرمگی و شکلپذیری را ارزیابی میکنند و اطمینان حاصل میکنند که دیافراگمها الزامات طراحی را برآورده میکنند. اجزای عملیات حرارتی مجدداً آزمایش می شوند تا تأیید شود که فرآیند تصفیه به خواص مطلوب دست یافته است.
9. ارزیابی مقاومت در برابر خوردگی
دیافراگم های توربین بخار در معرض بخار با دمای بالا قرار می گیرند که می تواند خوردگی را تسریع کند. اقدامات کنترل کیفیت شامل آزمایش مقاومت در برابر خوردگی، اغلب با استفاده از آزمایشهای اسپری نمک یا شبیهسازی خوردگی در دمای بالا است. پوشش یا عملیات سطحی ممکن است برای بهبود مقاومت در برابر خوردگی اعمال شود و اثربخشی آنها از طریق آزمایش کنترل شده تأیید می شود. این مرحله تضمین می کند که دیافراگم ها یکپارچگی ساختاری را در دوره های عملیاتی طولانی حفظ می کنند.
10. تأیید ابعاد و عملکرد قبل از تحویل
قبل از حمل و نقل، هر دیافراگم تحت بازرسی نهایی ابعادی و عملکردی قرار می گیرد. اندازهگیریها با مشخصات طراحی مقایسه میشوند و اجزا از نظر مونتاژ مناسب، تراز تیغهها و یکپارچگی ساختاری کلی بررسی میشوند. آزمایشهای عملکردی ممکن است شامل بررسی فاصلهها، حرکت پرهها در صورت لزوم و تناسب با قطعات توربین باشد. فقط قطعاتی که تمام مشخصات را برآورده می کنند برای تحویل به سازنده توربین یا نیروگاه تایید می شوند.
11. مستندسازی و قابلیت ردیابی
یکی از جنبه های اساسی کنترل کیفیت، حفظ مستندات جامع است. هر دسته از دیافراگمهای فولاد کربنی با سوابقی حاوی جزئیات گواهینامههای مواد، نتایج بازرسی، پارامترهای عملیات حرارتی، تحمل ماشینکاری، گزارشهای آزمایش غیر مخرب و دادههای آزمایش مکانیکی همراه است. قابلیت ردیابی تضمین می کند که هر گونه مشکل شناسایی شده در طول عملیات توربین می تواند به فرآیندهای تولید خاص مرتبط شود و اقدامات اصلاحی و بهبود مستمر را ممکن می سازد.
12. بهبود مستمر و ممیزی فرآیند
کنترل کیفیت به بازرسی های فردی محدود نمی شود. برنامههای بهبود مستمر و ممیزی فرآیند برای نظارت بر ثبات تولید و شناسایی فرصتهای بهبود اجرا میشوند. روشهای کنترل فرآیند آماری تغییرات پارامترهای تولید را تجزیه و تحلیل میکنند، در حالی که ممیزیهای داخلی انطباق با استانداردهای کیفیت را تأیید میکنند. بازخورد از اپراتورهای توربین نیز برای اصلاح فرآیندهای تولید و اطمینان از اینکه دیافراگم ها الزامات عملکرد در حال تحول را برآورده می کنند در نظر گرفته می شود.
نتیجه گیری
تولید قطعات ساختاری فولاد کربنی برای دیافراگم های توربین بخار نیازمند کنترل کیفیت دقیق در هر مرحله، از انتخاب مواد تا بازرسی نهایی است. حصول اطمینان از اینکه این قطعات دارای خواص مکانیکی، دقت ابعادی، مقاومت در برابر خوردگی و یکپارچگی ساختاری لازم هستند برای عملکرد قابل اعتماد و کارآمد توربین های بخار ضروری است. با اجرای اقدامات کنترل کیفیت جامع، سازندگان می توانند خطر خرابی قطعات را کاهش دهند، عملکرد توربین را بهینه کنند و عمر مفید این قطعات حیاتی را افزایش دهند.
از طریق نظارت دقیق بر مواد، ماشینکاری دقیق، عملیات حرارتی، آزمایشهای غیر مخرب و تأیید نهایی، دیافراگمهای فولاد کربنی تولید میشوند تا استانداردهای دقیق مورد نیاز توربینهای بخار مدرن را برآورده کنند. کنترل کیفیت صرفاً یک تشریفات رویه ای نیست. این یک فرآیند حیاتی است که ایمنی، قابلیت اطمینان و کارایی عملیاتی را در یکی از سختترین محیطهای مهندسی تضمین میکند.








